25 % more cutting performance?
How high-grade optical lenses optimize the laser process
What is the use of having a fast car if the road conditions are terrible? The situation for demanding laser applications is similar. Strict compliance with special basic conditions is essential if an excellent result is to be achieved and the benefits of laser material processing exploited to the full.

Your benefit
...from high-quality optical components
- Increased machine efficiency
- Improved cutting edge quality
- Reduced cutting channel widths – less material sublimation
...from clean purge gas
- Protection of the focusing lens against soiling
- Consistent cutting results
- Long service life of the optical components

Optical lenses
The optical focusing lenses and deflection mirrors required for the laser process play a special role here. The use of top quality optical components can increase the cutting performance by up to 25% using the same laser power!
On the other hand the service life of these components depends on a skilfully applied purge gas system plus an appropriate monitoring function. That is why cleaned, dry purge gas is applied to the high-quality focusing lenses in all eurolaser systems. This prevents deposits of cutting emissions and exhaust gases accumulating on the sensitive semi-conductor crystal surfaces during processing. The focusing lens remains completely transparent for the high-energy laser radiation process for a long time and is not affected by an above average increase in temperature.
So make sure you always use original spare parts, because high-quality components ensure better results and save you money with every cut. eurolaser has selected the very best for you.

What do you need a lens for?
There is only one thing that is important for every laser process:
The high-energy laser beam must be focussed with utmost precision onto the surface of the material.
An optical precision lens made of zinc selenide (ZnSe) is used to bundle the almost parallel and invisible laser light appropriately. eurolaser uses only transmissive optics for laser powers up to 1kW (1000 W). A combination of the two curved surfaces (concave and convex) result in the so-called meniscus lens.

The laser beam, which has previously been expanded by a telescope, passes completely through the meniscus lenses (similar to parabolic reflectors) which are used to focus it.
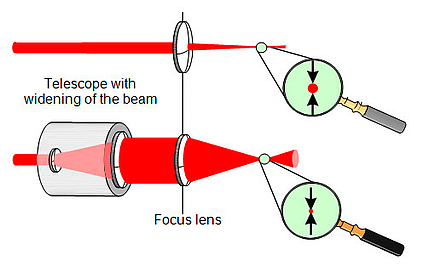
Widening of the beam serves to compensate divergence on the one hand and better focussing on the other. It sounds paradoxical at first, but a larger laser beam diameter allows a much more accurate imaging of the light onto the spot – i.e. in the focal point.

What does this mean for the user?
A small, clean and high-energy focal spot allows a clean cut. In addition an extremely small heat influence zone leaves the material edges on the cut edges virtually unaffected. The energy density is increased a million fold in the focal spot of the laser beam. The diameter of the focal point is then in the sub 100µm range. However, the maximum energy density constitutes only a fraction of this diameter and decreases considerably towards the edge area.
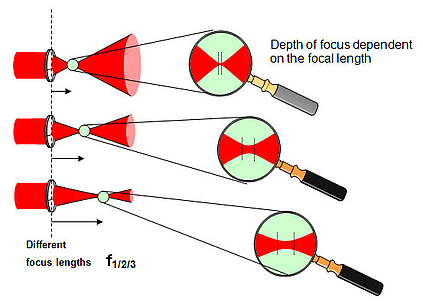
The narrower the cutting channel, the higher the possible processing speed. So far less material is vaporized with the same energy input. Furthermore: the shorter the focal length, the sharper the focus on the focal spot. This is also shown in the diagram below. These significant advantages benefit the overall laser process.

Another optical value is the depth of focus. The depth of focus increases with larger focal lengths and decreases with shorter focal lengths. In laser applications this is the equivalent to the length of the beam waist.
That is why short focussing lenses, e.g. f´= 3,75 inches, are preferred for processing thin, flat materials. The features of this clean cut are a high processing speed with narrow cutting channels and extremely small heat influence zones.
Longer focussing lenses, e.g. f´= 5 to 7.5 inches are better for processing thick or uneven material.
The quality of the optical ZnSe lenses is equally important for a successful application. These semiconductor crystals are particularly transparent for the CO2 laser beam with wavelengths of about 10,600 nm. The proportion of absorption and that of the reflection of the light on the lens body is extremely low. High-quality lenses also feature a special anti-reflection coating that reduces the reflectance of the light when entering and exiting the crystal even further. So virtually no energy "gets caught” in the lens body, there is no thermal loading of the lens so it has an extremely long service life.
The only other thing that can have a negative impact on the service life of high-quality optical lenses is the degree of potential soiling. For this reason eurolaser has a sophisticated purge air system available which it calls Lens-Protection. This ensures that the optical components are always surrounded by a clean atmosphere before, during and after the machining process. Moreover, visual inspections of the lenses and possible cleaning routines can also help to prevent premature wear.
Laser technology is physics. It can be mastered by know-how, experience and cooperation with competent enterprises and institutes in the sector of laser technology.
From the very outset of its company history eurolaser has implemented the basics of physics in its products with practical solutions. This was the key to early success for many of our customers under the motto “Partner for you success". Today practical experience is being evaluated on a sustainable basis in order to develop new optimisations for process technologies, handling and reliability. Challenges that the eurolaser Innovation Team is glad to tackle and you can be sure you will not have to wait long for the results.
Please call for your individual consulting!