How does a laser work?
LASER stands for ‘Light Amplification by Stimulated Emission of Radiation’. In the resonator of a laser source – in material processing, these are often CO2 lasers – a special kind of light beam is generated by the action of electric energy. With closed CO2 gas mix laser beam sources, the laser is maintenance-free and uses no laser gas - similar to a fluorescent tube.
The special properties of the laser light are derived from technical optical and physical fundamentals, and are easily summed up with three features:
Laser light = coherent - monochromatic - polarised




The wavelength of the light for material processing is in the invisible infra-red range and can be thought of as a hot beam of energy. Its special properties mean that the almost parallel light beam is directed via several 90° passive reflectors to the focussing optic and directly onto the material being processed. The beam guidance concept behind most large-scale material processing is also called a ‘flying optic’.

Laser markings or engravings can also be applied to the surface of materials using scanner optics. Due to the low amounts of moving masses, processing speeds of up to 20 times faster are made possible. The processing field and the resolution do however limit the format. Cutting application are very limited.
The focussing optic mostly consists of an optical convex lens and a cutting nozzle. The parallel laser beam is thus only a few millimetres underneath the cutting nozzle, focussed on the top of the material being processed. This extremely sharply-focussed, CNC-controlled energy beam with a very high level of energy density now has to travel over the cutting or engraving contours at a constant distance and uniform speed. The laser light operation is completely contact-less. There are no external forces due to tool feed force. There is no fixing of workpieces or tool wear in the conventional sense.
By absorbing the energy on the surface of the material, this evaporates in a split second. The higher the degree of absorption, the better the processing properties for the respective material. This property essentially determines the various cutting characteristics of different materials, and the required laser performance.
The cutting process
In order to flush resulting emissions and residues such as slag or melt from the kerf, the laser optic is fed compressed air via a jet system. There are various nozzle widths available. These affect the cutting process by constantly expelling the evaporated material and, in part, also the melt and slag. In addition, the clean air flow of approx. 1 to 4 bar cools the surface of the material , which makes for better cutting quality whilst keeping the focus optic free of dust.
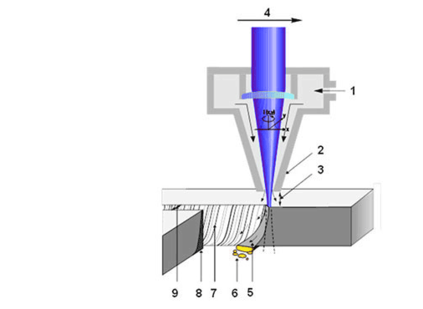
1. Gas supply
2. Cutting nozzle
3. Work distance nozzle
4. Processing direction
5. Slag
6. Blown out slag
7. Cutting corrugations
8. Heat affected zone
9. Kerf width
Cutting emissions

The thermal decomposition of temperatures up to 1000°C (pyrolysis) results in mainly aerosols, dust particles and fumes (gases). These emissions can pose a particular health risk if inhaled. That's why the emissions above and below the material being processed are constantly extracted (360° suction technology) and, depending on the application, filtered and discharged into the ambient air.
eurolaser uses the most modern and compact laser technologies up to approx. 650 watt of laser power for predominantly non-metallic, inorganic applications. Sealed-off laser technology forms the basis for reliable, economical and energy-efficient laser processing. Adjustment and maintenance costs for the beam sources tend to be null, whereas the high-quality beam provides long-term consistency in production quality.
An intelligent, modular system design allows for optimum adaptation to diverse production requirements, materials, controls and material handling.
Do you have any questions? We are pleased to advise you.
